連載「博士のホップノート」|第3章 ホップの使用技術
ホップが製造現場でどのように使われているのか、苦味の引き出し方や香りの付け方を説明します。その前に、まずビールの作り方を簡単におさらいしておきます。
ビールづくりの流れ
工程の流れと要点のみを記載します。
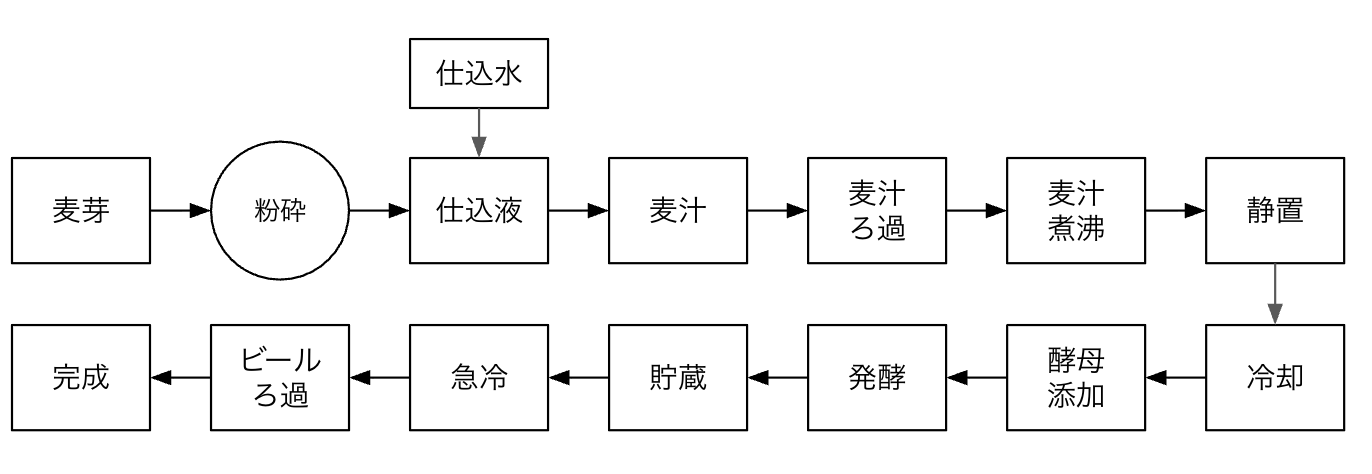
麦芽
大麦に水と適切な温度を与えて発芽させ、途中で乾燥させたものを麦芽と呼びます。
酵素が活性化し、デンプンやタンパク質の分解が始まります。
麦芽スペックの指標のうち、特にエキス量と Kolbach Index が重要です。
麦芽の種類によっては、意図的に焦がした濃色麦芽やカラメル麦芽などがあり、これらでは酵素活性が失われています。
粉砕
粉砕の程度によって抽出成分が変わることがあります。麦汁の糖度を確認しつつ、仕込み条件とあわせて検討することが求められます。
仕込み液
仕込みでは攪拌しながら徐々に温度を上げていきます。これは麦芽酵素を働かせるためです。
温度50℃台
タンパク分解酵素であるプロテアーゼが働きます。
タンパク質をアミノ酸に分解し、酵母の栄養源となります。
ただし分解しすぎるとビールの泡持ちが悪くなります。泡はホップの苦味成分とタンパク質の結合によって安定しているためです。
温度60℃台
デンプン分解酵素であるアミラーゼが作用します。
デンプンを糖に分解し、酵母の栄養源となります。
分解の程度によっては酵母が利用できない糖も生成されますが、これが味わいに寄与し、飲み応えを調整する役割を果たします。
※仕込み水
日本では軟水が多いですが、地域によっては天然の硬水も使用可能です。
また、水処理によって人工的に硬水化することもできます。硬水を使ったビールは、一般にすっきりした味わいになるとされています。ビアスタイルに応じて水質を使い分けるブルワリーもあります。
麦汁
温度70℃台
麦汁の粘性を下げ、ろ過して、澄んだ麦汁にします。
麦汁ろ過
麦芽の穀皮などの分解残さによって、ろ過層を形成します。
麦汁煮沸
麦汁を沸騰させる目的は次のとおりです。
- 殺菌を行い、不要な固形物を析出・除去する。
- ホップを加えてα酸を熱により異性化させ、イソα酸として苦味を付与する。
- ホップを加えて香りを付与する。ただし、香気成分を過度に揮発させないよう、短時間で行う。
静置
「ワールプール静置」とも呼ばれ、この工程でホップを添加することもあります。煮沸によって析出した固形物やホップ粕を、液体から分離します。液体を渦状に回転させると、固形分は渦の中央部に集まります。
冷却
熱い麦汁を急冷し、酵母の添加に備えます。
酵母添加
酵母の種類は多様で、ビアスタイルに応じて使い分けます。添加する酵母の濃度や活性を誤ると、発酵に支障をきたします。
発酵
酸素存在下では酵母は増殖し、酸素が消費され濃度が低下すると、アルコール発酵が盛んになります。この段階でホップを添加するのが「ディップホップ製法」です。
発酵の終了とともに酵母は役割を終え、発酵タンクの底に沈殿します。沈殿酵母を除去し、次に貯蔵工程へ進みます。この段階のビールは雑多な香りや味が強く、まだ美味しい状態ではありません。
貯蔵
貯蔵工程は、単なる休止期間ではありません。発酵中に生じた不快な成分が、残存する少量の酵母によって変化を受けます。代表的な例として、未熟臭の原因となるダイアセチル(銀杏様の香り)が、無臭のアセトインに変換されます。この工程でホップを添加するのが「ドライホップ製法」です。
急冷
0℃程度まで冷却します。安定化工程とも言われ、低温で析出する成分をできるだけ出し切ります。そうしないとお客様のもとで濁ったビールになることもあります。
必要に応じたビールろ過
酵母が少量含まれているので、容器内での二次発酵を抑え込めます。そのため製品は低温流通・保管、あるいは火入れして酵母の活動を止める必要があります。
上記の流れで仕上がります。
ホップが登場する工程を以下に記載します。
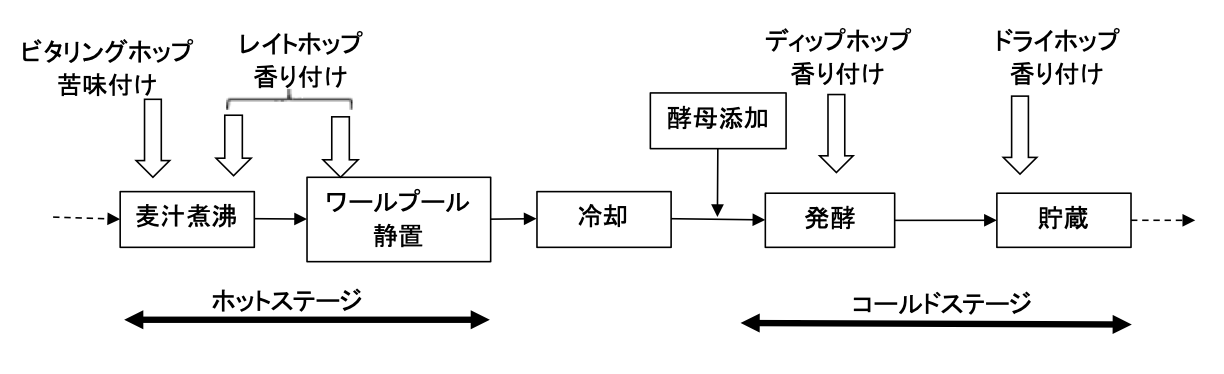
苦味の付け方
ビールの製造工程でホップが登場するのは、麦汁の煮沸工程からです。煮沸時間は60分から90分程度で、この間に不溶化した固形沈殿物が生成されます。煮沸後の麦汁は、固形沈殿物と液体を分離するためにワールプールで静置します。ここまでの工程はすべて熱を伴うため、「ホットステージ」とここでは呼びます。
苦味付けは、ホットステージでの加熱によってホップ中のα酸が異性化し、イソα酸になることで生じます。煮沸時間が長いほど異性化は進むため、麦汁煮沸の初期段階からホップを添加した方が効率的です。90分間の煮沸では、添加したα酸の約50%弱がイソα酸に変換されます(Biendlら 2014)。
ここで注意が必要なのは、麦汁のpHと糖度です。pHが高いほど異性化率は上がり、糖度が高いほど異性化率は下がります(Biendlら 2014)。アルコール度数を高めようとすると、必然的に麦汁の糖度が高くなるため、目標とする苦味価に到達するまでに試行錯誤が必要になる場合があります。
苦味成分の章で触れた脇役的存在の S-フラクション は、70℃付近で抽出されやすい一方、煮沸によって減少していきます(特許文献:第5832739号)。苦味の質を調整したい場合には、煮沸に入る前の昇温中、すなわち100℃に達する前にホップを投入することで、S-フラクションを増やすことが可能です。煮沸が始まると徐々に減少しますが、最初に増やしておいた分が「かさ上げ」となり、最終的には残存量を増やすことができます。なお、煮沸によってS-フラクションが減少する理由は明らかではありませんが、加水分解により低分子化している可能性が考えられます。
S-フラクションを増やすもう一つの方法は、煮沸を避けて ワールプール静置時 や 低温の発酵工程以降 に添加することです。ワールプールでは少なくとも80℃以上の熱があるため、α酸の異性化が進みイソα酸も生成されます。一方、低温での添加では異性化は起こらずS-フラクションのみが増加しますが、その際には香気成分も同時に取り込まれることになります。
S-フラクションをホップ自体で意図的に増やす方法として、「後熟」について説明します。S-フラクションはα酸やβ酸の酸化生成物であることはすでに述べました。つまり、酸化を促すことで増加させることができます。その最も簡単な方法は、酸素存在下で加温することです。
ホップは通常、α酸の減少や精油成分の揮発を防ぐため、真空包装され低温で保管されます。これに対し、あえて開封して空気の出入りを自由にさせ、温かい部屋や場所に置くことでS-フラクションは増加します。室温でも進行しますが、時間がかかり、1~2週間単位で進むと考えられます。
ホップは一般的にペレット状に加工されていますが、圧縮が硬いため内部への空気の浸透は良くありません。ハンマーで砕けば酸化はより早く進むでしょう。適度な状態になったら、再び真空包装して空気を遮断し、低温で保管します。酸化の程度は、実際にホップを口にしてみると分かります。α酸由来の苦味や、口に含んでしばらくして感じる苦味の質が変化していくのです。
このように後熟させたホップをホットステージで使用すれば、イソα酸の増加を抑えつつ香気成分を揮発させ、S-フラクションを効果的に増やすことができると考えられます。もしご自身でホップを後熟させる場合には注意が必要です。ホップペレットはできるだけ薄く広げ、周囲に燃えやすいものを置かないようにしてください。その理由を示すエピソードをひとつ紹介します。ホップ業界で実際に起きた大事件です。
2006年、収穫後のホップを保管していた倉庫が、ホップからの出火によって焼失しました(この出来事はWikipediaにも記載されています。「hops fire warehouse」で検索すると確認できます)。当時は「世界的なホップ不足になるのでは」との不安が瞬く間に広まりました。
原因は酸化による発熱です。ホップが吸湿すると酸化が一気に進み、さらに圧縮されていたため熱がこもり、発火に至ったとされています。もちろん頻繁に発生するものではありませんが、一因としてホップ品種の変遷も関係していたと考えられます。Nickerson(1986)によれば、ホップの酸化しやすさは品種によって異なり、保管中に非常に早くα酸が失われていく品種も存在します。これはルプリンを包む膜の構造や組成が酸素透過性に影響しているためで、ちょうど保存性の弱い品種の拡大と火災が重なった可能性があります。火災による倉庫の焼失は直接的な損害ですが、燃えなくても煙が回ればホップに着香し、商品価値は失われます。まさにホップ大産地を襲った大惨事でした。
現在では、倉庫の仕組み自体が大幅に改善されています。低温かつ低酸素状態で保管し、赤外線温度センサーで常時監視する仕組みが整えられています。内部に人が立ち入らず、ホップの出し入れはロボットで行います。つまり「燃えたら消火する」のではなく、「燃えにくい環境を徹底的につくる」方向にシフトしているのです。アメリカやドイツの主要産地では、このような高価な倉庫がすでに普及しています。
ホップ香気の付け方
ホップの香気をできるだけ強く付与したい場合について説明します。
ホットステージでは、香気成分が熱によって揮発するため、香りを残すには煮沸終了間際、あるいはワールプールでのホップ添加が用いられます。香りを強調したい場合、選択肢は添加量を増やすことしかありません。ただし、香気の強調は同時に苦味の増加を招きます。ホットステージの加熱によりα酸が異性化してイソα酸が生成されるためで、香りと苦味を独立して制御することはできません。
一方で、香気のみを付与し苦味を抑えたい場合には、イソα酸が生成されないコールドステージでの添加が必要です。具体的には、貯蔵工程におけるドライホッピングです。貯蔵時は多くの場合10℃前後であり、この温度ではα酸の異性化は起こらず、ホップの精油成分が溶け出して香気を与えることができます。こうして香りと苦味を独立して制御できる――はずですが、ここで新たな問題が発生します。それが「香りの質」です。
ドライホッピングを行うと、共通した特徴的な香りが付与されます。松ヤニのような、あるいは青葉に由来するような刺激的な香りです。クラフトビールが広がり始める初期、まだ「地ビール」と呼ばれていた頃には、この手法を取り入れたビールが多く存在しました。海外でも同様で、国際的なビール学会では歴史ある醸造所の技術者が「ドライホッピングしたビールは、3日経っても口の中に残る味と香りだ」と表現していたほどです。それほど強烈なインパクトを持つビールだったのです。
エクストリームなタイプは別として、現在ではホップ香気も控えめで穏やかな方向へと移りつつあると思います。しかし一時期は、クラフトビール=個性の表現=ドライホッピング、といった一辺倒な風潮があったかもしれません。
さて、ホップ香気成分の章で説明したように、ドライホッピングによる特徴的な香気はホップに含まれるテルペンに由来します。代表的な成分として、ここではミルセン(myrcene)を例に説明します。極性の低いミルセンはビールに溶けにくく、とくにコールドステージの低温条件ではさらに溶解度が下がります。しかし、わずかながら溶け込み、そのことが強烈な特徴や個性を生み出します。
一方、ホットステージでホップを添加した場合、ミルセンは大量に揮発します。その証拠に、煮沸時に立ち上る蒸気を回収すると、この香りが強く感じられます。さらに、揮発しきれなかったミルセンも発酵中に酵母表面へ吸着され、最終的にはほとんど残りません。
ドライホッピングでは、苦味を増やさずにホップ香気を強調できますが、その香りは特徴的で強烈な個性を帯びることになります。では香気の質を変えるにはどうすればよいのでしょうか。答えは「酵母」にあります。
酵母はその表面に極性の低い疎水性成分を吸着します(ホップ香気の章参照)。この性質を活かし、発酵中にホップを加えるのです。抽出されたミルセンのようなテルペン類は酵母に吸着され、ビール中から除去されます。一方、リナロール(linalool)のようなテルペン酸化成分は極性を持つため吸着されず、そのまま残ります。さらに酵母による成分変換も進むことで、仕上がったビールはホップ香気が鮮烈でありながら自然で心地よく、過度に苦味が強調されることもありません。ホットステージとコールドステージの利点を併せ持ったビールになるのです。
ただし、発酵中ならいつホップを加えてもよいというわけではありません。そのタイミングについては慎重な検討が必要です。
まず、発酵中の酵母の挙動を確認しておきましょう。冷却した麦汁に酵母を加えると増殖を開始します。このとき酵母は酸素を必要とするため、十分な通気を行って溶存酸素量を確保する必要があります。酵母が増殖して酸素を消費し尽くすと、アルコール発酵が加速し糖が急速に減少していきます。やがて糖を食べ尽くすと酵母は活動を休止し、発酵タンクの底に沈降していきます。その後、酵母を除去して別タンクに移し替え、一定期間寝かせる工程が貯蔵です。
ホップを発酵中に添加する場合、酵母が増殖中あるいは増殖直後であれば吸着はしっかり起こりますが、沈み始めると浮遊酵母の数が減るため吸着は弱まります。成分変換も同様です。ホップは添加されると液体中に広がりますが、すぐに沈降が始まり、タンク下部に堆積します。濃度が高まると抽出効率は低下しますが、物理的に再浮上させれば抽出は再開します。タンク設計や運転方法によって対処法は異なりますが、工夫の余地があるのです。ホップ香気成分の抽出や吸着・変換を制御することで、発酵中のホップ添加は多様な香気表現を可能にし、高い自由度を持つ方法となります。
この手法を最初に体感したのは、現役時代の同僚である蒲生氏でした。新商品のIPA開発を命じられた彼は、「新しいIPA」という曖昧な指示を受け、試行錯誤を重ねました。ビール好きが高じて学生時代にヨーロッパをビール巡りで放浪し、2度も留年したほどの人物です。彼にとってビールづくりは苦労ではなく楽しみそのものでした。
考え得る限りのレシピで何百種類ものビールを仕込み、ある日、彼はビール瓶を片手に近寄ってきて「こんなに美味しいビールができました」と言いました。ところが続いた言葉は「なぜでしょう?」でした。詳しく作り方を聞くと、私自身が発酵中のホップ香気成分と酵母の関係を研究していたからこそ、理由が腑に落ちました。確かに新しい成分バランスが生まれ、今までにない新しいビールが完成したのです(特許文献:第5420629号、第5420630号)。
実験的に、あるいは小規模に作るのであれば容易ですが、大規模生産となると話は別です。新たな設備の導入や配管工事、工程制御プログラムの開発など、多額の投資が必要になります。新しいビールのための新たなホップ使用技術として理論をまとめるのが私の役目であり、それを関係部署に説明して承認を得るのが蒲生氏の役目でした。挑戦的な仕事でしたが、最終的にGOサインが出て工事が始まり、同時に実運転に備えて周辺データの収集や設備運転方法の整理を進め、試験醸造を経て実製造に至りました。
社外に説明するため、この方法に名前を付ける必要がありました。蒲生氏が考案した名称が「ディップホップ(Dip Hop)製法」です。ホップ添加前に殺菌のため湯に短時間漬ける工程に由来します。センスがあるのかないのか判断に迷う名前ですが、今では海外を含め多くの方々に認知されるようになっています。
ホップの加工・調製品
これまで説明してきた技術では、ホップは「ペレット」と呼ばれる加工品でした。ここでは代表的なホップの加工形態を紹介します。主に概要の紹介となりますが、味や香りに大きく影響を与えるものについては要点も説明します。
ホップペレット
かつてホップは収穫後、通気性の良い麻袋で保管されていました。しかし保管中に酸化が進み、α酸が減少して品質が劣化することが問題となっていました。そこでホップを粉砕し、その粉を真空包装することで空気を遮断し、劣化を抑える方法が考案されました。ただし、この方法は手間がかかり、かさ密度が低いため袋詰めの作業が煩雑でした。
1970年代前半に登場したのがペレットです。粉砕したホップを圧縮し、直径約6mmの円柱状に成形します。粉砕ホップのかさ密度が200kg/m³程度であるのに対し、ペレットは530kg/m³と約2.6倍になります。ペレットは「Type 90(T90)」とも呼ばれ、これは100kgの毬花から約90kgのペレットが得られることに由来します(Biendlら 2014)。
現在最も一般的な加工形態がこのペレットです。ただし圧縮時に摩擦熱が発生し、60℃を超えるとルプリンが変色して香りも劣化します。そのため粉砕後のホップは液体窒素などで予冷し、圧縮時も温度上昇を抑える工夫が必要です。ペレット化の際には50℃以上になることもありますが、これは圧力が大きいためです。
また、後述するルプリンパウダーをペレット化した「Type 45(T45)」や「Enrichedペレット」もあります。T45はT90を約2倍に濃縮し、重量を半分にしたものです。
ホップエキス
ホップから必要な成分を抽出し、液状にしたものがホップエキスです。水飴よりも粘度が高く、扱いにくいのが難点です。製法には「超臨界炭素ガス抽出法」と「エタノール抽出法」があります。エキス化により包装形態は最小化されますが、ハンドリングに課題が残ります。その他、メリットやデメリットがありますが、ここでは割愛します。
異性化ホップペレットおよび異性化ホップエキス
煮沸中に起こるα酸の異性化を、あらかじめ化学的に行ったペレットやエキスです。ホップを効率的に利用するために開発されました。さらに、イソα酸の紫外線に弱い性質を化学的に変えた「異性化還元型ホップエキス」もあります。ただし、これらは日本の食品添加物リストに記載されていないため、国内での使用は認められていません。
ルプリンパウダー
毬花を粉砕し、ルプリンのみを分離したものです。ルプリンは直径約0.15mmの粒で、これを振るいにかけて分離します。ただし常温では粘性が高いため、毬花粉砕や振るい分けは -30〜-35℃に冷却して行います(Biendlら 2014)。この工程により、さらさらの状態で処理が可能となります。
分離精度は完全ではなく、苞の一部も混入します。実験的にはおよそ2倍濃縮となり、α酸やリナロールの含有量も2倍になっていました。つまりルプリン以外の部分が半分に減ったということです。このパウダーはペレット化も可能です。
苞の部分が半分になったということは、ビールに持ち込まれる親水性成分も半分になるということです。代表的なのはポリフェノールで、お茶やワインに含まれるカテキンやケルセチンなどがあります。健康によいイメージがある一方で、ビールでは飲みごたえや味覚に寄与する成分です(Biendlら 2014)。
また、ホップエキスの製造工程では、ポリフェノールなどの親水性成分は残渣として発生します。この残渣から、ポリフェノールを多く含む親水性エキスが加工されており、ポリフェノール濃度を自由に調整することも可能です。ただし、ポリフェノールには負の側面もあります。製品ビールの保管条件によっては、タンパク質と結合して濁りを生じるのです。琥珀色の透明なビールがくすみ、グラスの向こう側が見えにくくなります。
生ホップ(Fresh Hop / Wet Hop)
最後に、生ホップを紹介します。これは収穫後に乾燥を施さないホップです。海外ではホームブルワーが畑で摘んだホップをすぐに仕込みに使う例もありますが、保存性がなく、冷蔵しても1週間程度が限界です。そこで冷凍保存し、解凍して使用する方法が一般的です。乾燥していない状態であれば冷凍品も生ホップとして扱われます。
次項では、生ホップが味や香りに与える影響を説明し、さらにルプリンパウダーの特徴について取り上げます。
生ホップの特徴とは
先輩に促されて行った生ホップビールの実験は1999年のことでした。どうせ青臭いだけのビールになるだろうと思っていただけに、最初に口に含んだときの衝撃は今でも鮮明に覚えています。鮮烈でありながら爽やかなフルーツやフローラルの香り、そしてすっきりとした味わい。「こんなビールの世界があるなんて!」と感動しました。
その後、3年の準備を経て2002年に新商品として発売されたのが「毬花ホップ一番搾り」、現在の「とれたてホップ一番搾り」の前身です。遠野産ホップIBUKIを積極的に使用したビールでした。
通常のホップと生ホップの違いは水分量だけではありません。乾燥ホップは乾燥工程で水分が減ると同時に、沸点の低い成分が揮発してしまいます。リナロール(Linalool)を測定したところ、生ホップと乾燥ホップでは約2倍の差がありました(水分量をそろえて換算した値)。乾燥場では暑さに加えホップの香りがむせ返るほどですが、この飛んでしまう香気成分が、生ホップではそのまま保持されているのです。
香りの質にも違いがあります。GC-MSで分析すると、乾燥ホップに多く含まれる成分が、生ホップにはごくわずかしか検出されず、しかも複数の酸化物が確認されました。これらはリナロールオキシドやフムレンエポキシドといったテルペン類の酸化物で、枯草やウッディ様の香りをもたらします(特許文献:第4021732号)。乾燥工程でテルペンの酸化が進んでいるのです。味についても同様で、酸化がなければポリフェノールの重合も抑制され、風味は大きく変化します。つまり、生ホップと乾燥ホップでは香りの強度だけでなく質そのものが異なり、生ホップで仕込んだビールはまったく新しい世界を切り拓くものでした。
これが人生で初めて商品化に関わった経験であり、多くの個人的エピソードを伴っています。
発売直後、出張帰りに山手線に乗っていたときのこと。営業部が力を入れて中吊り広告を打ち出していました。その広告の前に立つ二人のサラリーマン。上司らしき人物が「このビール飲んでみた?」と問いかけ、部下が「いや、まだです」と答えると、「すっごく美味いビールだぞ! 岩手県の遠野のホップを使っているらしい。ぜひ試してごらん、びっくりするよ」と続けました。思わず感動しました。美味いと褒めてくれるだけでなく、自慢げに薦めてくれていたのです。後ろで聞きながら名乗り出たい衝動に駆られましたが、そこはぐっと我慢。人生の価値観を決定的に変えた原体験となりました。
次はドイツのナルチス先生とのエピソードです。世界的な権威である先生が、かつて生ホップでビールを仕込んだことがあると聞きました。しかし当時Hopsteiner社のBurzle氏を通じて伝えられた先生の言葉は「生ホップは美味しいビールではなかった」というものでした。私は「日本では美味しいビールになります」と答えましたが、まさか大先生がそう考えているとは意外でした。確かにドイツのビールの教科書に生ホップの記述がないのは、そのためかと半ば納得しつつも、自分で確かめたくなりました。冷凍の生ホップを取り寄せて仕込んでみると、なるほど確かに「普通のビール」しかできなかったのです。美味しくはあるが鮮烈さはなく、生ホップを使う理由が見当たりませんでした。つまり、衝撃的に美味しくなるかどうかは品種に左右されるということです。
一方で、日本で生ホップを大規模に使ってビールを造っていることについて、ドイツのホップ関係者からは高く評価されました。乾燥ホップを乾物として輸送する従来のインフラではなく、生鮮食品を運ぶインフラを必要とするからです。さらに、解凍したホップは水分を含んでべとつき、機械で扱えません。そのため工場では、人の手で一袋一袋を釜に投入するしかないのです。近代的な大規模ビール工場で人力作業を行うなど極めて異例であり、「キリンはCrazyだね!」と評されたゆえんです。
ルプリンパウダーの教え
乾燥した日本産ホップからルプリンを取り出し、ディップホップ法でビールを作ったらどうなるのか。単純な興味から始まりました。教科書には「ルプリンを取り出すには粘性を下げるために-30℃まで冷却する必要がある」と書かれており、「そもそも振とう機がそんな低温で動作するのか」といった疑問もあり、実験は困難だと考えていました。
ところが室温でも、毬花をビニール袋に入れて両手で激しく揉むと袋の底にルプリンがたまります。つまり低温でなくても多少のルプリンは回収できるのです。そこで「収量は少ないかもしれないが、まずはやってみよう」と卓上の振とう機と振るいを用いて実験を開始しました。その結果、ある程度の量が得られたため、場所を横浜の実験室から岩手に移し、冬の氷点下、空調のないホップ倉庫で再度挑戦しました。するとビール醸造に十分な量を回収できたのです。筆者の経験では、-30℃まで冷却せずとも、適度に冷えて湿度が低い環境ならルプリンを取り出すことが可能で、濃縮度合いも教科書通り2倍になりました。
横浜に戻り、いよいよビール造りです。ディップホップ製法によるコールドステージでの添加を試しました。すっきり爽快な仕上がりを期待しましたが、香りが弱い。通常のペレットと比べると、リナロールの付与量は計算上60~80%にとどまっていました。予想通りにならず、原因を考えました。
思い当たったのは「ルプリンの破砕の有無」でした。ペレットは成形時の圧縮でルプリンが破砕されますが、毬花から取り出したルプリンは非破砕です。そこで機械を使ってルプリンを破砕してみると、リナロールは100%近く抽出されました。
コールドステージで添加されたルプリンパウダーはビール中で分散し、ミクロの世界では水と油に分かれた二層分配が起こります。香気成分は抽出されますが、ルプリンからすべてが溶け出すわけではありません。リナロールは親水性を持つ一方で疎水性部分が大きいため、油側に親和性が高く、ルプリン粒に留まる傾向があります。しかし破砕されると油の層が壊れ、より多くの成分が溶け出します。
実際に破砕ルプリンと非破砕ルプリンで仕込んだビールを飲み比べると、香りの強度に明らかな差がありました。さらに、香りだけでなく味にも違いがあり、破砕ルプリンでは渋みや雑味が増えました(特許文献:特開2021-61800、特開2021-61801)。極性の低い成分は油と親和性が高いため本来ルプリン粒に留まりますが、破砕するとこれらも溶け出し、渋みを呈するのです。抽出成分の違いが、最終的なビールの味わいの違いを生んでいました。高感度・高分解能のGC×GC分析でも、破砕ルプリンと非破砕ルプリンの差は明確に示されました。つまり、ルプリンパウダーと、それをペレット化したType 45(T45)ペレットは異なる製品であり、使い分けが望ましいのです。
非破砕ルプリンといえば、チェコのブドバー(Budvar)を思い出します。この醸造所は品種Saazを大量に使用しますが、必ず未加工の毬花ホップを使います。乾燥後の毬花は「whole hop」「bale hop」「leaf hop」などと呼ばれ、輸送や保管のため現場でレクタングラー・ベール(60×60×120cm、139kg/m³)に成形されます(Biendlら 2014)。ルプリンが潰れない程度に油圧でプレスされたものです。
ブドバーでは、このベールをほぐしてそのまま釜に投入していました。なぜこの形態にこだわるのかと尋ねると、ベテランの醸造家の答えは「伝統だから」とシンプルなものでした。しかし、実際に飲んでみれば納得できます。Budvarの味は非破砕ルプリンの味であり、ペレットにした時点でBudvarの味ではなくなるのです。
引用文献
- Biendl, M., Engelhard, B., Foster, A., Gahr, A., Lutz, A., Mitter, W., Schmidt, R. and Schonberger, C., Hops Their cultivation, composition and usage, Fachverlag Hans Carl, Nuremberg, Germany, 2014
- Nickerson, G. B.,Williams, P. A. and Haunold, A., Varietal Differences in the Proportions of Cohumulone, Adhumulone, and Humulone in Hops, J. Am. Soc. Brew., 44, 2, 91-94, 1986
- 特許文献:第4021732号 新鮮ホップによる香味発酵麦芽飲料
- 特許文献:第5420629号 フルーティーなホップ香気を強調した発酵麦芽飲料
- 特許文献:第5420630号 スパイシーでフルーティーなホップ香気を強調した発酵麦芽飲料
- 特許文献:特開2021-61800 MURAKAMI SEVEN種ホップのルプリンパウダーを用いた発酵アルコール飲料の製法
- 特許文献:特開2021-61801 IBUKI種ホップのルプリンパウダーを用いた発酵アルコール飲料の製法
- 特許文献:第5832739号 後熟ホップ様苦味を呈する高芳醇発酵アルコール飲料
目次
はじめに
第1章 ホップの苦味の科学
・はじめに抗菌性あり!
・α酸を貯蔵するルプリンの役割
・ホップの抗菌性
・抗菌性のメカニズム
・ホップの苦味成分たち
・Cohumulone論争
・苦味成分の脇役たち
・フルーツビールの教え
・苦味価とは
・ノート1-1 毬花
・ノート1-2 pH
・ノート1-3 成分の性質
・ノ-ト1-4 分析法について
・引用文献
第2章 ホップの香りの科学
・香り成分分析技術の進歩のおかげ
・ホップとビールでの成分組成の違い
・ホップ香気成分の世界
・香気成分の間に起こる相互作用
・香りはどうように感知されるのか
・香気成分データの解析
・ホップ品種の香気のアイデンティティーはどの様に決まる?
・ノート2-1 テルペン類
・ノート2-2 濃度単位のお話し
・ノート2-3 含硫成分の分析
・ノート2-4 多変量解析
・引用文献
第3章 ホップ使用技術
・ビールの作り方
・苦味の付け方
・ホップ香気の付け方
・ホップの加工・調製品
・生ホップの特徴とは
・ルプリンパウダーの教え
・引用文献
第4章 ホップの育種
・交配育種の始まり
・雄ホップと交配育種
・遺伝の基礎
・ホップの遺伝学
・Cohumulone(Coh)論争の考察
・新ホップ品種MURAKAMI SEVENのいきさつ
・ホップ品種のアイデンティティーとは
・ホップのテロワール
・ノート4-1 遺伝学用語の解説
・ノート4-2 成分比率の実験系の補足
・引用文献
第5章 ホップの進化遺伝学
・分子進化遺伝学
・PCRの登場
・分子進化時計
・野生ホップ収集開始
・世界の野生ホップのDNA解析
・Humulus属の構成
・DNA塩基の違い
・ホップの起源の地
・分岐年代の推定
・ホップの伝播のシナリオ
・マイクロサテライトDNA多型
・コーカサス地方のホップ
・日本の野生ホップ
・日本野生ホップ、カラハナソウの分布
・カラハナソウと氷河期(最終氷期)との関係
・ノート5-1 分子進化時計のキャリブレーション
・ノート5-2 マイクロサテライトDNA多型
・ノート5-3 コーカサス集団とヨーロッパ集団の分岐年代推定
・引用文献
第6章 ホップを取り巻く環境の変化
・ビール事情の変化
・世界のホップ育種事情の変化
・世界のホップ生産事情の変化
・日本のホップ事情
・遠野、Now!
・ホップの新たな可能性-ホップの健康機能性-
・引用文献
付録:ホップの育て方
・成長のフェーズ
・ホップの育て方-作業-
・ホップの育て方-施肥-
・ホップの育て方-病虫害、自然発生被害-
・ホップの収穫
・ホップ栽培、あるある!
・将来のホップ栽培のために
・引用文献
おわりに
※校正しながら連載を進めますので、目次の一部が変更となる可能性があります
お知らせ
連載の更新情報は、GOOD HOPS公式SNS(X・Facebook)で随時お知らせします。
ぜひフォローしてチェックしてください。
X
facebook
また、村上が手がけたGOOD HOPSのビールも現在販売中です。下記のリンクよりご確認ください。
一般の方向けオンラインショップ
業務店さま向けオンラインショップ


お問い合わせ
施設やTAPROOMに関するご質問、自社ビールのお取り扱いに関するお問い合わせ(小売店様・飲食店様向け)、取材のご依頼など、どうぞお気軽にご連絡ください。
スタッフ一同、美味しいビールとともにお待ちしております!
